New York Office
123 Steel Avenue New York, NY 10001 United States
Chicago Office
456 Iron Street Chicago, IL 60607 United States
Los Angeles Office
789 Metal Lane Los Angeles, CA 90015 United States

Say Hello
All Cart
- October 27, 2025
- 0 Comments
A Sulzer main engine Sulzer Z 40/48 aboard a container vessel faced serious damage to the crankshaft due to failure of the Governor, which resulted in damage to the crankpins.
The major technical details of Sulzer Z 40/48 crankshaft are given below:
| S. No. | Crankshaft Details | |
| 1. | Engine Make | Sulzer |
| 2. | Engine Model | Z 40/48 |
| 3. | Crankpin Diameter Standard | 330 mm |
| 4. | Crankpin Bearing Width | 132 mm |
| 5. | Place of execution of crankshaft repair | Port of Las Calderas Bani in Dominican Republic |
The inspection of the Sulzer crankshaft was done by our technicians and the following main observations were reported.
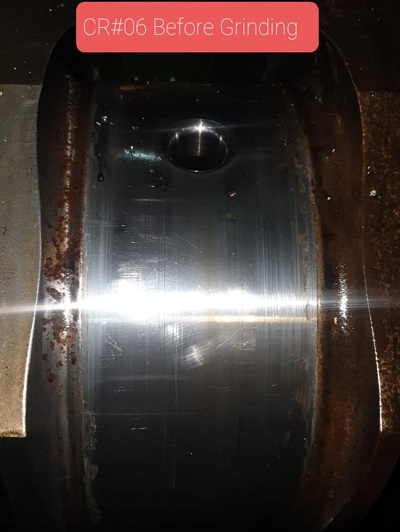
- On removal of the connecting rod from all the six crankpins the crankpin bearings were observed badly damaged. There were deep scoring marks and localized damage on the crankpin.
- The hardness and crack detection were done, and they were observed to be within limits.
- Deflection readings were within the parameters stipulated in the manual.
- We checked the crankpin dimensions and observed the ovality values listed in the table below.

.
Action taken by RA Power Solutions for successfully repair of crankshaft Sulzer Z 40/48
- We observed ovality, deep scoring marks, and local damage on all crankpins. The dimensional chart above shows that the ovality ranged from 0.11 mm to 0.43 mm.
- RA Power Solutions consulted the client’s management and presented the crankshaft damage along with the proposed remedial actions.
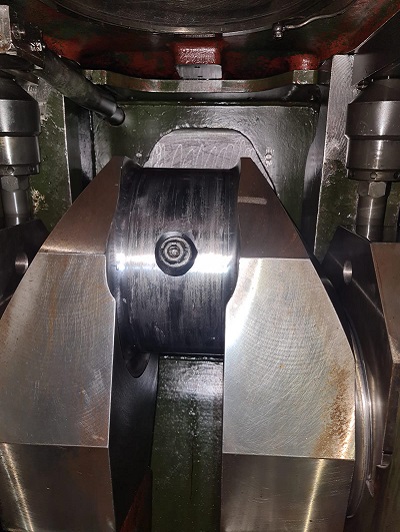
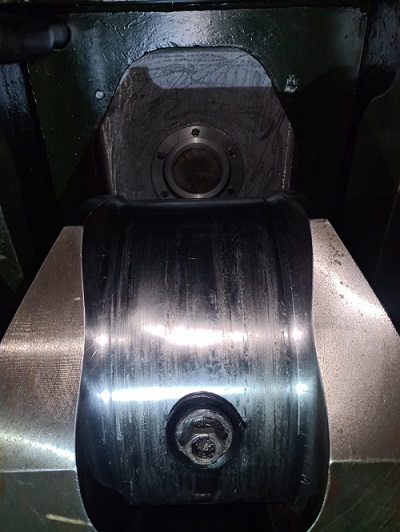
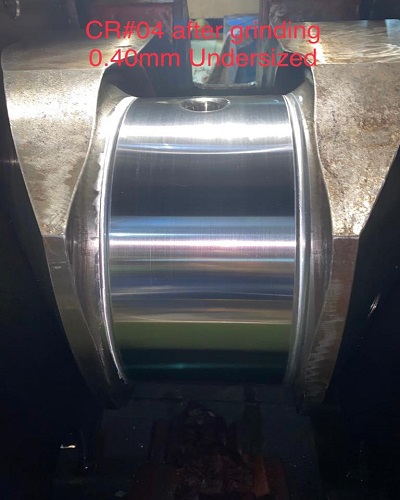
- We undersized all the crankpins as shown in the chart below, except crankpin No. 01, which we only polished.
- Our team also repaired the radius fillet of two crankpins that damaged in the accident.
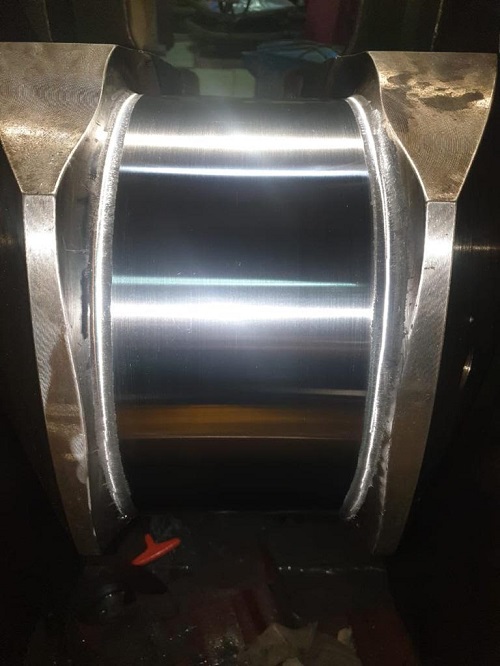
- After the repair, our technicians checked all the parameters again and confirmed that they were within limits.
.
Sulzer Model Z 40/48 crankpin repair results
RA Power Solutions experienced technicians repaired the crankshaft successfully within the tolerance limits specified in the manual and then reinstalled the crankshaft to full rated capacity of the load.
By undertaking the repairs of the crankshaft onsite without removing it from the engine block, clients save the down time and also the cost of removing it from the block and sending it to the workshop.
RA Power Solutions holds ISO 9001:2015 (Quality Management System) and ISO 14001:2015 (Environmental Management System) certifications, and we extend crankshaft repair services worldwide. We can move our team of technicians and equipment anywhere in the world within 24 hours of the first information.
.
We have been regularly executing on-site crankshaft repairs and crankshaft grinding in Dubai, Oman, Saudi Arabia, Qatar, Abu Dhabi, Sharjah, Ajman, Umm Al-Quwain, and Fujairah, Bahrain, Kuwait, Iraq, Antigua and Barbuda, Belize, Dominica, Dominican Republic, Grenada, Guyana, Haiti, Jamaica, Saint Kitts and Nevis, Saint Lucia, Saint Vincent and the Grenadines, Trinidad, and Singapore, etc.
For more details of the Repair of the engine, In-situ machining Sulzer Z 40/48 crankshaft, please email us at rajshahani@rapowersolutions.com, info@rapowersolutions.com or call +91 9582647131, +91 9810012383.
FAQs:
A: In-situ machining means repairing and machining the crankshaft while it remains installed in the engine block, without removing it.
Because removing the crankshaft would have involved high cost and downtime, while in-situ repair restored it precisely and efficiently.
The crankpins had deep scoring marks and high ovality (0.11 mm to 0.43 mm), caused by crankpin bearing failure.
After undersizing, restoring the fillets, and performing precision grinding, our team brought the crankpins back within Sulzer’s tolerance limits.
It saved downtime, avoided shipping and disassembly costs, and allowed the engine to return to full load capacity quickly.